







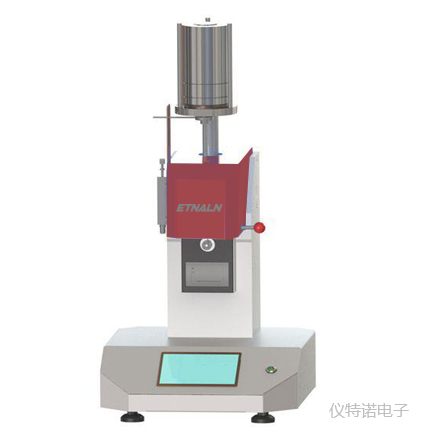

熔融指數儀YTN-MFV4測試PP熔噴料的測試方法
自2020年新冠疫情爆發以后,口罩成了人們日常生活中必不可少的物品之一了,由于口罩等產品的需求量的急升,生產口罩的必須物質熔噴布的需求也是非常之前,而要生產出合格的口罩等產品,也是離不開像熔融指數儀、口罩拉力試驗機等儀器。今天,儀特諾熔融指數儀廠家為你整理的是熔融指數儀YTN-MFV4測試PP熔噴料的測試方法:
核心層熔噴布是采用高熔指PP聚丙烯高溫熔化噴制成形,具有非常高的的流動速率,采用MFR質量法根本無法測試完成,按GB/T3682方法B標準規范,需要在活塞桿負荷托盤下端安排一個位移傳感器,用于精準監測230℃狀態下擠出材料的體積,由在一定時間內活塞的位移距離計算得到,單位為cm3/10 min。
PP熔噴料熔融指數儀的MVR體積法,然后通過230℃溫度下的熔體密度,自動顯示出MFR熔指值,單位為g/10 min;為阻止熔體在倒計時流出口模,本方法需要在口模底部安裝一個密封性能良好的口模檔板。
PP熔噴料熔融指數儀YTN-MFV4測試方法:
1、將PP熔噴料熔融指數儀YTN-MFV4電源打開,調整好水平,設定溫度230℃,將口模檔板關閉,再將口模放入裝料筒中,點擊溫控按鈕讓儀器開始加熱恒溫230℃。
2、待恒溫至230℃后,準備好13~15ml的聚丙烯PP原料,將原料倒入裝料筒中并用料桿壓實,接著將325g負荷活塞桿插入裝料筒中,此時應將位移桿放在砝碼托盤下放,但不能接觸活塞盤,再將1835g負荷套壓在活塞桿上,點擊計時,儀器開始倒數300秒。
3、儀器倒數300秒結束后,會有警報聲,然后點擊運行,再將口模檔板推開,原料會在2160g負荷壓力下擠出,當活塞桿碰到編碼器后,儀器會自動開始計時,當原料被全部擠出后,計時會自動結束,屏幕上會顯示出熔噴布聚丙烯PP原料MFR值,單位為g/10min,到此,測試完成。
4、選取屏幕上的打印結果,自動將測試結果打印出來。
GB/T3682-熱塑性塑料熔體質量流動速率測定 :
熔融指數儀的基本要素是符合國際標準中指定的對精度要求和測試方法。標準包括在ISO 1133, GB/T3682,JIS K 7210, ASTM D1238中普遍的方法和ASTM D3364的PVC試驗,加上在特定標準中的規定。
根據方法A對于熔融指數的測定;熔體質量流動速率 (MFR)
在這個方法中,擠出物在指定的時間內切下,然后在分析天平上稱出被切下的擠出物的質量。測試結果是每個單元時間內擠出的質量,單位為g/10 min。所得到的MFR結果的質量與切割時間和所稱質量的精度有關。如果MFR指數比較低,需要使用較長的切割時間時,我們建議使用手動切割。
根據方法B對于熔融指數的測定;熔體體積流動速率 (MVR)
這個方法需要熔融指數儀/ 擠壓式塑性計配備一個活塞位移傳感器。MVR結果是在單位時間內測量擠出的材料體積得出的,單位為cm3/10 min。從在一定時間內活塞的移動位移計算得到。這個方法顯著的優勢是消除機械切割。具有同步記錄活塞位移和測試時間的特性,同時可達到高精確度,即使是對于短測量時間和小活塞位移的情況。根據不同的材料、精度需求和MVR結果,同一個料桶可以測試多40個單獨的測量。